
Technology
By combining state-of-the-art PEM electrolyser technology with grid services and integrating both into the steel manufacturing process , H2FUTURE builds on the expertise of its project partners.
Steel making process
Approx. 7% of global CO2 emissions are related to the steel industry, mainly resulting from carbon that is necessary to extract the oxygen from the iron oxide. The increasing demand for steel as the most important metallic material for mobility, energy production, construction and mechanical engineering cannot be covered by additional scrap sources and requires natural iron oxides as raw material source. The remaining scope to reduce CO2 emissions by optimizing the dominant (70% share in global steel production) blast furnace/basic oxygen furnace steelmaking route, based on coal/coke, is limited. The long-term challenge for steel industry is to develop, upscale, and implement so called “breakthrough technologies” in order to reduce carbon dioxide emissions to the minimum level by replacing carbon by hydrogen. This, however, is not only a technical issue; it requires above all economic feasibility and – as precondition – a fundamental transformation of energy supply as well.
The equation “less CO2 = less energy” is not applicable to steel production – on the contrary: voestalpine’s steel production sites in Linz and Donawitz are practically self-sufficient with electricity based on the conversion from iron and steelmaking process gases in own power plants into electricity which then supplies the processing units, e.g. rolling mills. As a consequence, changing current steel making routes also means replacing fossil-based energy cycles. Carbon-based fossil resources have been produced over millions of years by nature, but “green” hydrogen requires additional production capacities of “green” electricity.
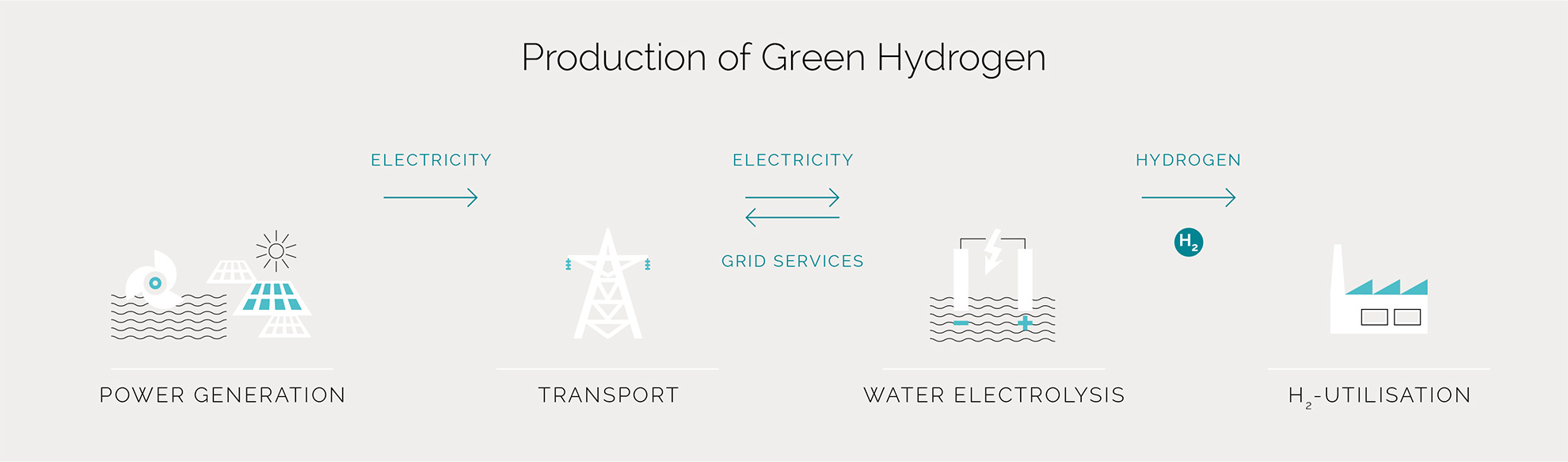
voestalpine’s and K1-MET’s approach of stepwise decarbonisation of steel production by hydrogen is therefore primarily focused on natural gas as bridge technology in the direct reduction process in addition to the conventional route and – in the long term –on the transfer to process routes like direct reduction based on the use of “green” hydrogen and electric arc furnace. Large scale hydrogen production in the H2FUTURE project is an important pillar in order to turn this vision into reality. Testing PEM (proton exchange membrane) electrolysis technology on an industrial scale (6 MW) and simulating rapid load changes in electricity generated from renewable energy sources and from electric arc furnace steelmaking (grid balancing ) are the key elements of this European flagship project. H2FUTURE symbolises the major challenge in developing breakthrough-technologies: broad-based and intense cooperation across company borders, e.g. between steel and energy sectors, scientific and industrial partners, and on national as well as European levels.
PEM Electrolyser
In an electrolyzer like the Siemens Energy SILYZER, water is split into hydrogen and oxygen using electric current. PEM technology works using a proton-exchange membrane as the electrolyte. This membrane has a special property: It is permeable to protons but not to gases like hydrogen and oxygen. This means that in a PEM-based electrolyzer the membrane acts as electrolyte and as a separator to prevent mixing of the gas products. Electrodes are attached on both sides of the proton-exchange membrane. Voltage is applied to the electrodes causing the water to decompose into oxygen, hydrogen ions, and free electrons. The membrane only allows the hydrogen ions to pass through. When they arrive on the other side, they encounter the free electrons with which they combine to form hydrogen.
PEM technology is still relatively young, but it has enormous potential. SILYZER systems are capable of capturing the increasingly large amounts of energy from wind and solar electricity so that it can be transformed and used as required. The hydrogen obtained in this way is a valuable and versatile product for use in industry, for fuel cell mobility applications, and for reconversion into electricity at a later time.
Some of the advantages of the SILYZER’s PEM electrolysis technology:
- The technology has low maintenance needs
- The hydrogen produced is CO2-free and of high purity
- No hazardous substances such as caustic solutions or acids are used, reducing the risks for the operators and increasing lifetime
PEM Electrolyser - how does it work? Watch a video here.
Grid Services
The PEM – or polymer electrolyte membrane – electrolysis process used in the project can be easily scaled up and used for rapid response, making it an ideal choice for dynamic industrial processes and grid services. In course of the project implementation, one of the use cases developed will focus on the automatic provision of primary control/frequency containment reserve (FCR) by changing the power consumption of the electrolyser based on local grid frequency measurements. In the demonstration phase, the electrolyser will – after successful prequalification - provide these services to the TSO; the demonstration will be analysed against the background of a growing number of large scale appliances like the H2FUTURE PEM electrolyser.
Replicability in other industrial sectors
Green Hydrogen could become a major leverage to speed up decarbonisation in industry. A dedicated H2FUTURE work package aims at quantifying and benchmarking the technical, environmental, economic and grid related performance of the electrolyser plant. This provides the background for developing scaling and replication scenarios not only for the steel industry, but also for other hydrogen demanding industrial sectors like the fertilizer industry. In parallel, the regulatory framework will be assessed regarding barriers and bottlenecks that might prevent the acceleration of deployment. The respective findings will be communicated to and discussed with the relevant stakeholders on national and EU level.